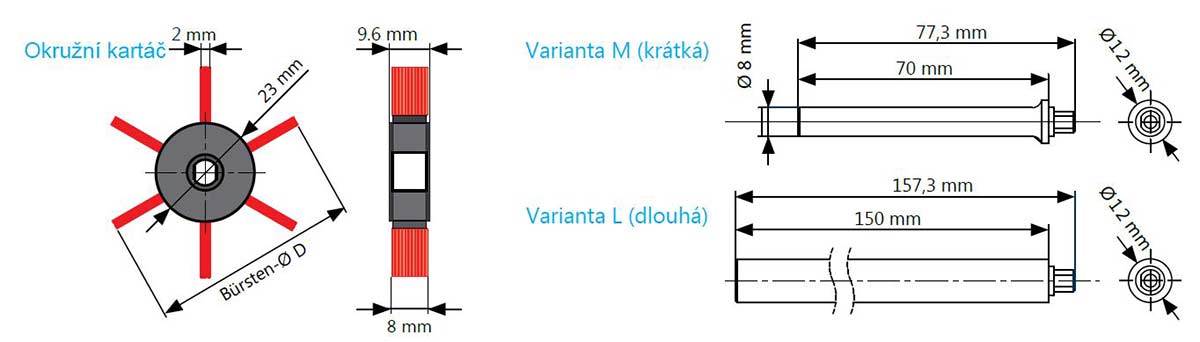
Keramický okružní kartáč
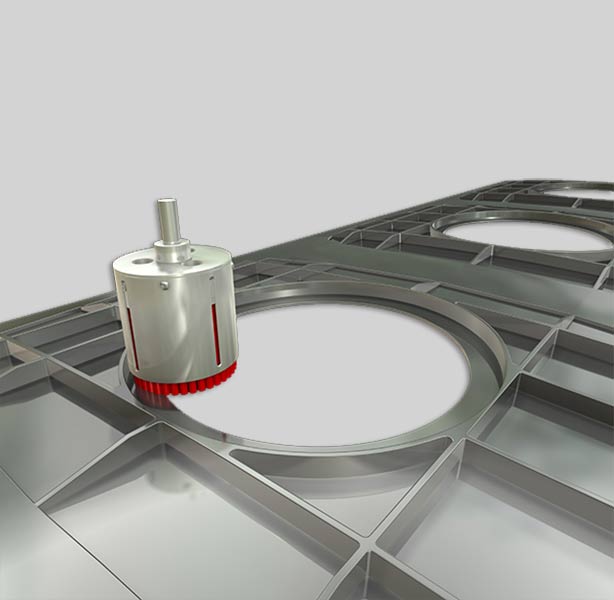
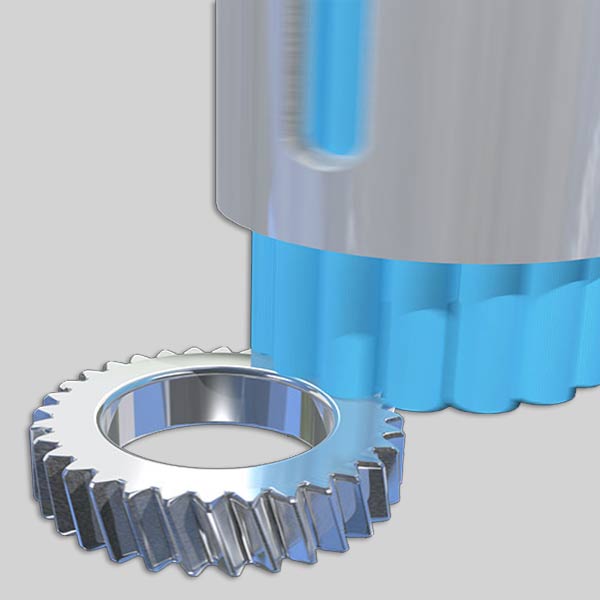
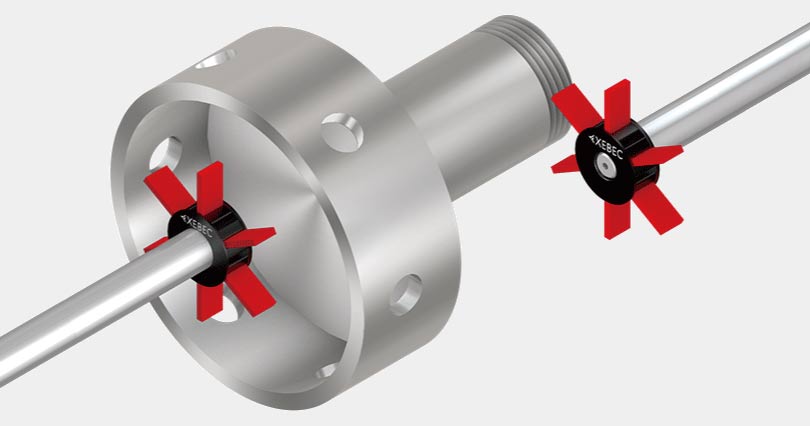
Keramický okružní kartáč Wheel Type Xebec je konstruovaný pro CNC leštění a odjehlování ploch, hran, závitů a otvorů. Vlastní řezný nástroj tvoří tvarově velmi stálá keramická vlákna, která se vyznačují konstatním brusným výkonem a vysokou účiností, stopka a upevňovací šroub. Nástroje jsou vyrobeny z inovačních keramickéch štětin a jsou vytvořeny z 1000 mikrovláken oxidu hliníku. Špička každého mikrovlákna tvoří řeznou hranu, takže na každé štětině kartáče je stále 1000 řezných hran. Pružná vlákna oxidu Al se šetrně přizpůsobí tvaru obrobku a ostřiny jsou šetrně odstraněny, aniž by byl poškozen povrch otvoru.
Použití keramického okružního kartáče:
Boční plochy po frézování
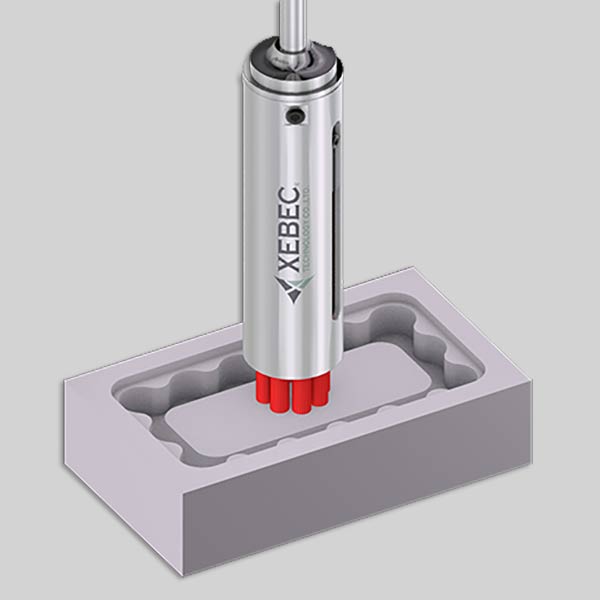
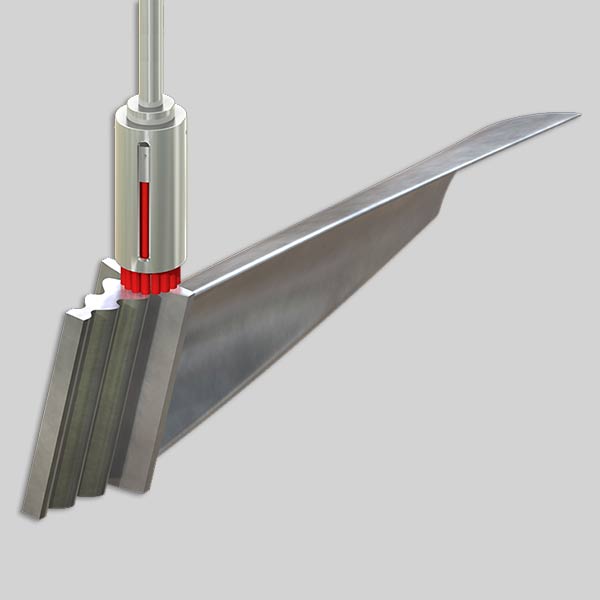
Keramický okružní kartáč Wheel Type je se používá pro odjehlení bočních stěch po frézování.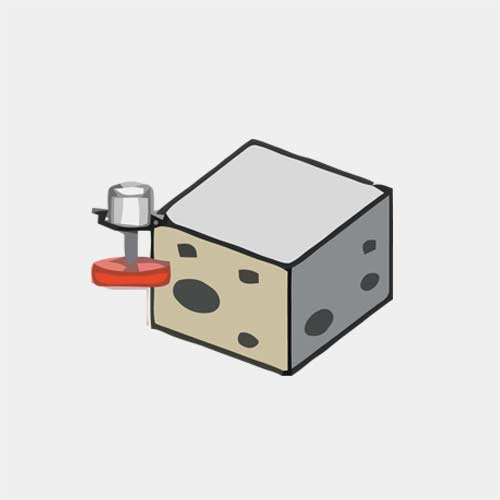
Boční povrchy po vrtání
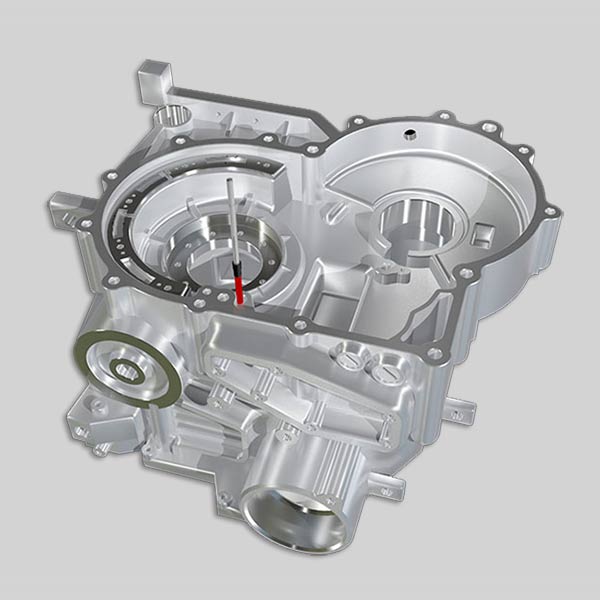
Keramický okružní kartáč Wheel Type se používá pro odjehlení bočních stěch po vrtání.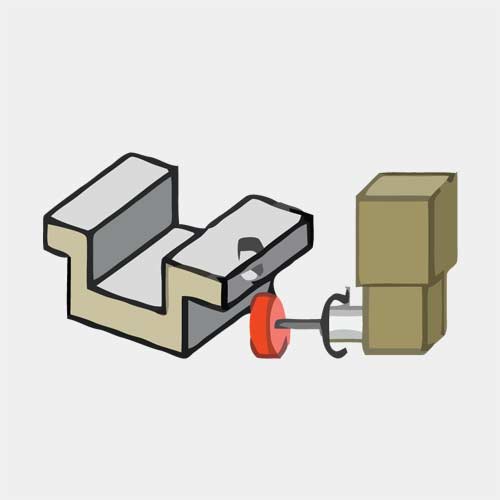
Odjehlení zadních ploch
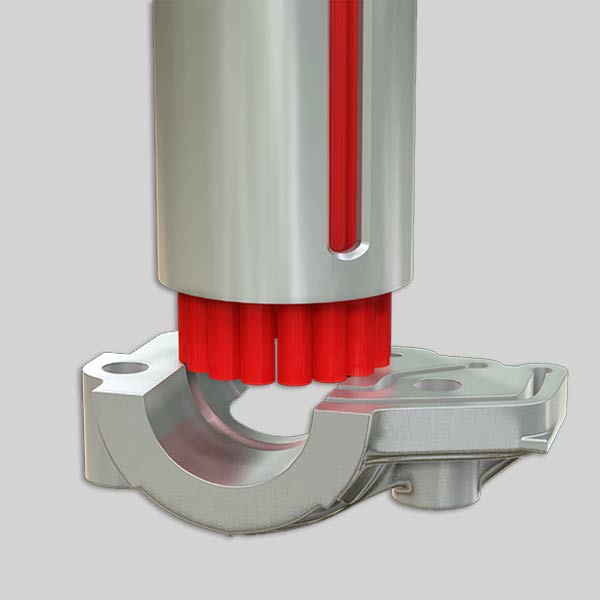
Keramický okružní kartáč Wheel Type se používá pro odjehlení zadních stěn obrobku.
Odjehlení závitů
Keramický okružní kartáč Wheel Type se používá pro kvalitní odjehlení závitů.
Odjehlení v otvorech
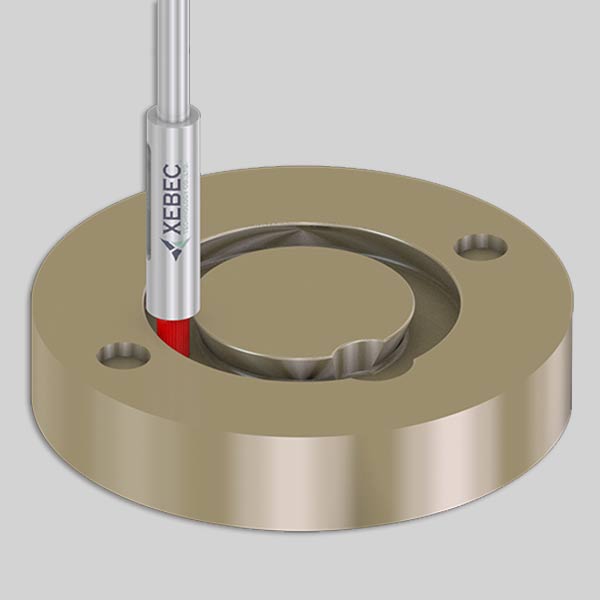
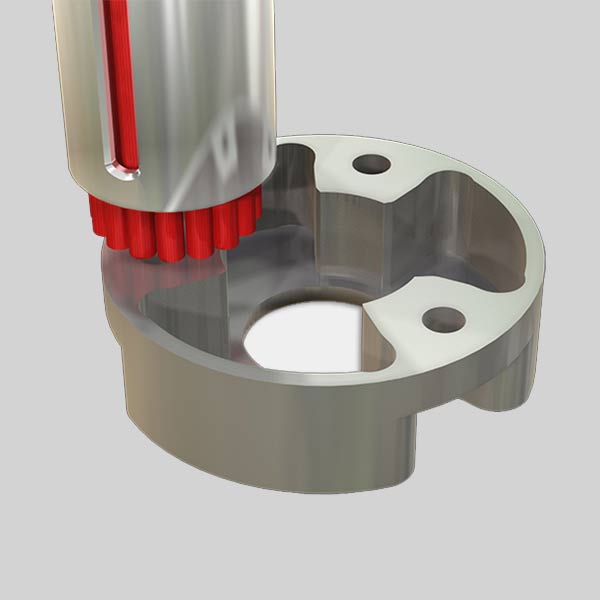
Keramický okružní kartáč Wheel Type se používá pro odjehlení v otvorech nad 50 mm průměru.
Odjehlení výřezů
Keramický okružní kartáč Wheel Type se používá pro odjehlení výřezů ve stěnách orobků.
Odjehlení závitů-před
Keramický okružní kartáč Wheel Type se používá pro kvalitní odjehlení závitů.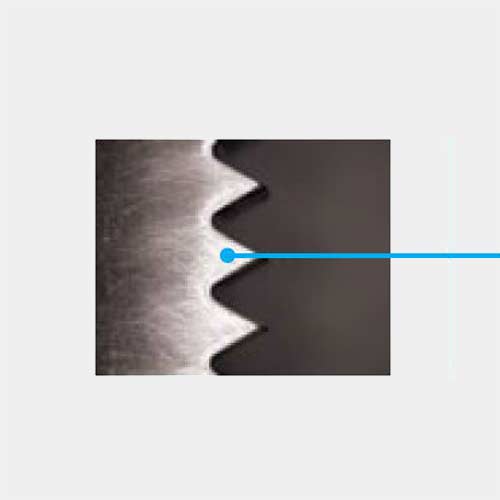
Odjehlení závitů-po
Keramický okružní kartáč Wheel Type se používá pro kvalitní odjehlení závitů.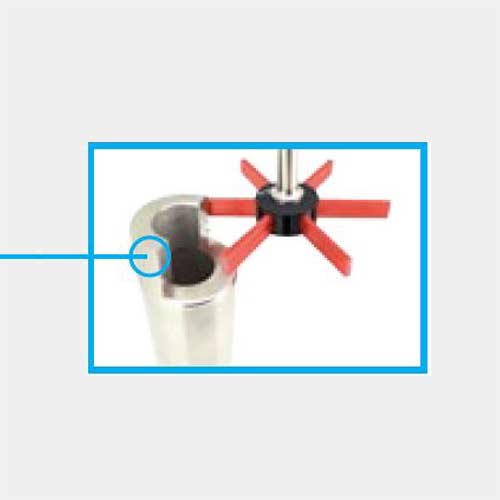
Odjehlení závitů-Wheel Type
Keramický okružní kartáč Wheel Type se používá pro kvalitní odjehlení závitů.Velmi jednoduchá manipulace zajišťuje výrazné zlepšení kvality povrchu a kvality odjehlení v nejkratším čase, při měkkém a bez vibračním opracování. Tímto nástrojem mohou být opracovány kovy jako je ocel, nerezová ocel, měď, hliník a hořčík a slitiny až do tvrdosti 55 HRC.
CNC leštění a odjehlování bočních ploch a hran. Tvarově stálá keramická vlákna se vyznačují konstantním brusným výkonem.
Špičky keramických brusných vláken Xebec mají vynikající brusný účinek a tyto brusné nástroj výrazně zlepšují kvalitu povrchu ve velmi krátkém čase, nezanáší se, mají samoostřící vlastnosti a mohou být používány za sucha i za mokra.
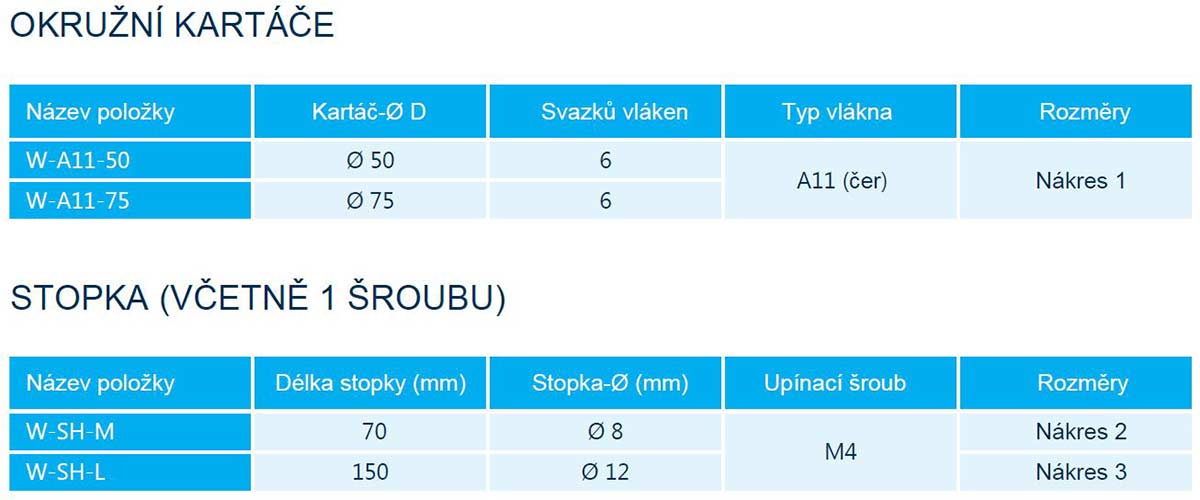
WHEEL TYPE – keramický okružní kartáč

- odjehlení bočních ploch po frézování
- odjehlení bočních ploch po vrtání
- odjehlení zadních ploch obdrobku
- odjehlení v otvorech od průměru 50mm
- odjehlení výřezů v obrobku
- odjehlení závitů

Kontaktujte naše obchodní oddělení, poradíme Vám s výběrem produktů vhodných pro vaše technologické procesy.
Pokyny pro používání keramických okružních kartáčů
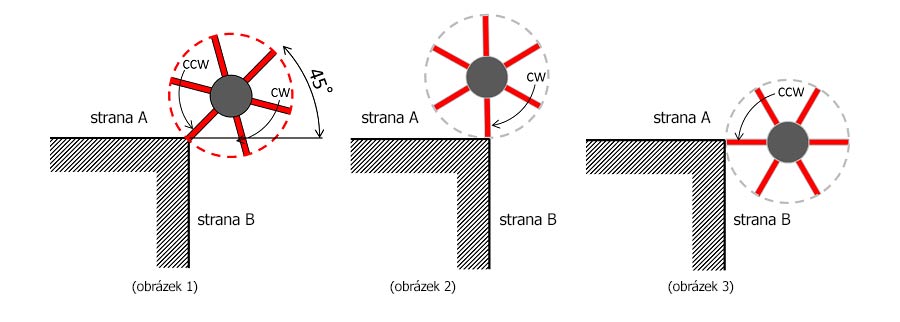
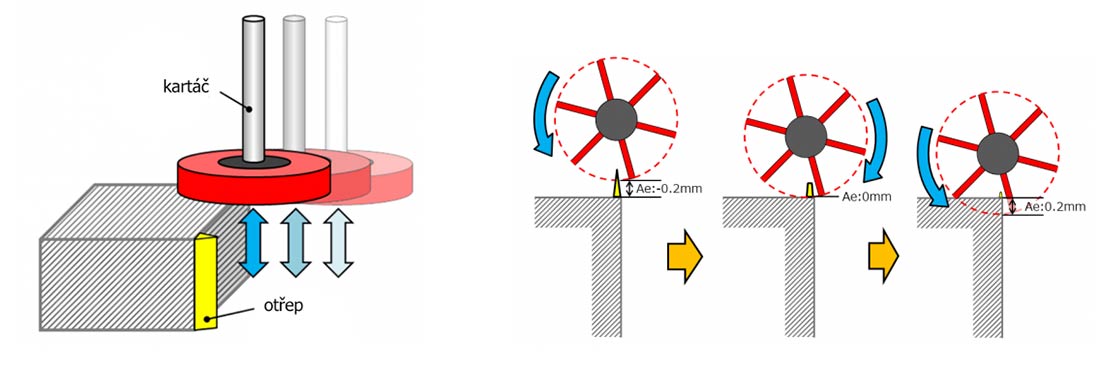
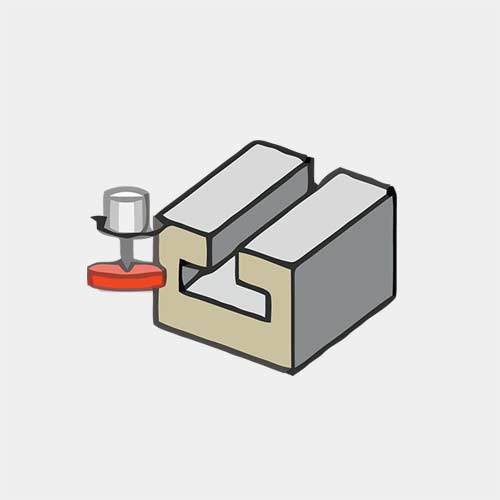
Optimální nastavení kartáče:
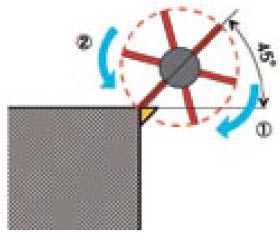 Úhel nastavení k hraně. Rotace ve směru hodinových ručiček proti ostřině a potom proti směru hodinových ručiček.
Úhel nastavení k hraně. Rotace ve směru hodinových ručiček proti ostřině a potom proti směru hodinových ručiček.
Alternativní nastavení:
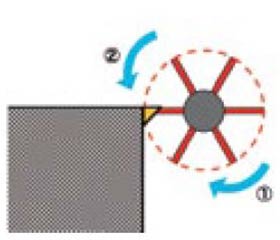 Rotace obráběcího kartáče ve směru hodinových ručiček proti ostřině a potom proti směru hodinových ručiček.
Rotace obráběcího kartáče ve směru hodinových ručiček proti ostřině a potom proti směru hodinových ručiček.