Technologie broušení Boeck
Boeck




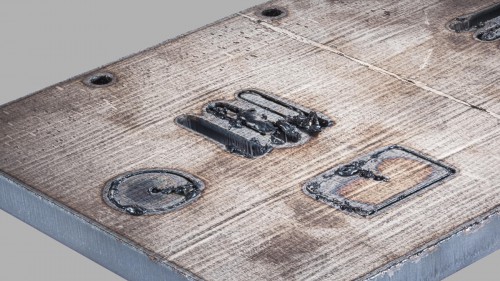
OTLOUKÁNÍ STRUSKY
Při řezání plazmou nebo autogenem dochází často k silnému roztavení a průniku rozžhaveného kovu na výstupní straně paprsku. Tak zvaná struska vzniká na vnitřních i na vnějších obrysech součásti a z důvodu hospodárného dalšího opracování musí být odstraněna.
Běžnými ručními metodami odstranění strusky je otloukání kladívkem a sekáčem nebo broušení úhlovou bruskou. V oblasti strojní výroby je možné přebytečně nakupený materiál odstranit broušením měkkým kontaktním válcem. Další průmyslovou metodou je otloukání pomocí otloukacího kartáče, který se skládá z vysokého počtu flexibilně uložených kolíků.
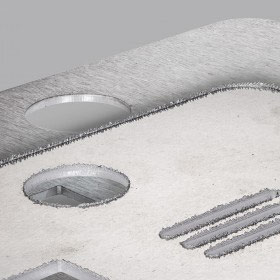

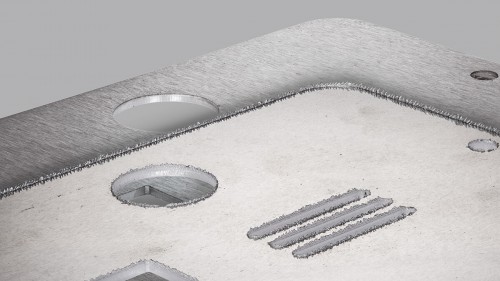
PŘEDBROUŠENÍ A ODJEHLOVÁNÍ
Při řezání laserem, plazmou a autogenem nebo u vysekávaných plechových dílů často nelze zabránit vzniku tak zvanému otřepu. Ostřina nebo primární otřep vzniká dělením materiálu na řezném okraji součástí, která přečnívá původní okraje a povrch obrobku. Dalšími odchylkami od cílového stavu jsou např. kapky na povrchu součásti způsobené při řezání laserem, nerovnosti nebo okuje na povrchu. Vedlejším produktem při odstraňování primárního otřepu je tak zvaný sekundární otřep. Ten se objevuje ve směru povrchu součásti a vzniká nedostatečným úběrem materiálu a současným přetvářením zbytkového materiálu.
Broušením jsou obvykle odstraněny primární otřepy, kapky, nerovnosti povrchu a vrstvy usazeniny. Při odstraňování primárního otřepu je navíc v centru zájmu minimalizace tvorby sekundárního otřepu. K bezezbytkovému odstranění nežádoucích vedlejších vlivů na plech je nutné použití zvláštních nosných jednotek pro brusné pásy, disky nebo kotouče.
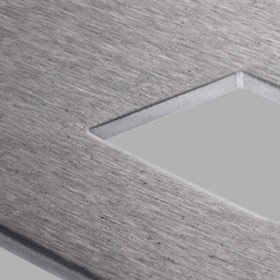





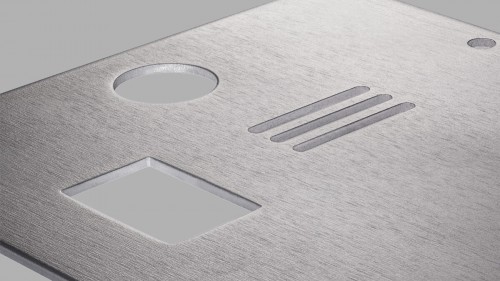
ODJEHLOVÁNÍ A ZAOBLOVÁNÍ
V rámci tohoto procesu jsou odstraněny primární a sekundární otřepy a jsou zaobleny hrany. K vytvoření předpokladů pro následující kroky procesu (práškové lakování, mokré lakování, pozinkování, eloxování atd.) a vyloučení nebezpečí úrazu o ostré hrany je často odstranění primárního nebo sekundárního otřepu kombinováno s tak zvaným zaoblením hran. Zaoblení je provedeno v rozměrech od několika desetin milimetrů až po rádius 2 mm a větší. Tyto rádiusy jsou průběžně vyžadovány normami, např. normou DIN EN 1090.
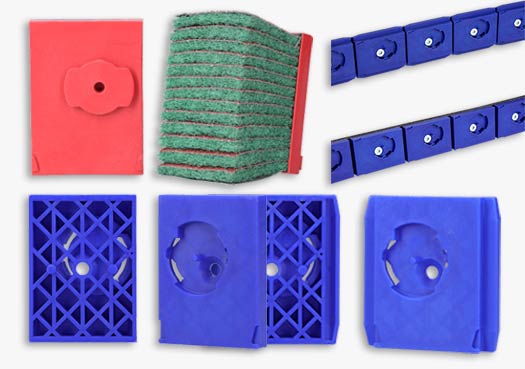
Odjehlování a zaoblení hran je provedeno pomocí flexibilních abrazivních nástrojů s vysokou přizpůsobivostí vnějším a vnitřním obrysům jako jsou rádiusy, otvory a výseky. Používány jsou příslušné odjehlovací disky, odjehlovací válce, odjehlovací segmenty a odjehlovací kartáče na ručně vedených strojích a na brousicích a odjehlovacích strojích. Posledně jmenovaná zařízení jsou například vybavena systémem planetárních hlav nebo oscilačními agregáty k rovnoměrnému obrábění hran.






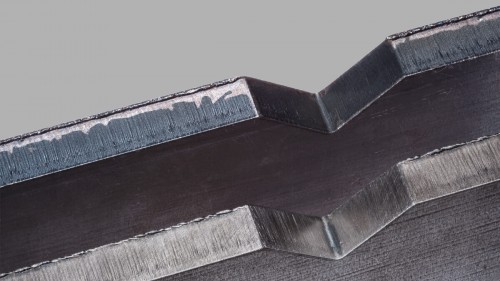
ODSTRANĚNÍ OXIDICKÉ VRSTVY
Kyslíkem řezané součásti mají na řezných hranách oxidickou vrstvu. Tyto tmavé vrstvy představují u následných procesů riziko přilnutí. Mohou například způsobit odlupování povrchové úpravy, proto musí být tyto vrstvy odstraněny.
Mechanické odstranění oxidické vrstvy je provedeno broušením nebo použitím kartáčů. Obě možnosti obrábění je možné použít v ručních procesech obrábění. V oblasti strojního obrábění se používají především kartáče, které díky speciálně navrženému drátěnému osazení v inovovaném víceřadém uspořádání flexibilně kopírují obrysy součástí a umožňují dosažení kovově hladkého povrchu hran.



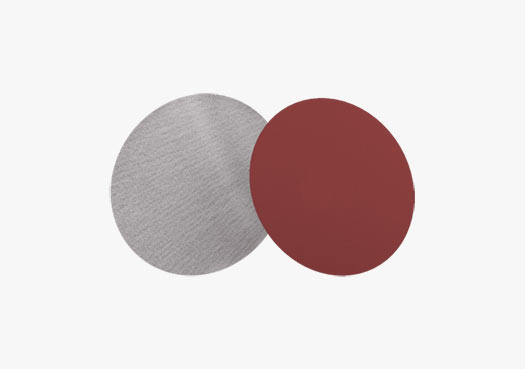
FINÁLNÍ ÚPRAVA-BROUŠENÍ
Tento procesní krok slouží k vybroušení stop po škrábancích a k vytvoření dekorativního povrchu. Broušením povrchu dílu může být dosaženo až zrcadlového lesku.
V posledním kroku obrábění jsou používány především nástroje z netkané textilie, abrazivní pásy na plátně a plstěné nástroje formou nekonečného pásu nebo válce. V ručních procesech obrábění závisí výsledek nebo také reprodukovatelnost značnou měrou na obsluze zařízení. V rámci strojní finální úpravy musí být stroj vybaven příslušnou možností nastavení (např. statický brusný pás).



{kind=link}
{kind=link}
{kind=link}
{kind=link}